合成樹脂製品の製造販売
合成樹脂の可能性を広げながら、⾼品質・低価格を実現する。
ポリエチレン等合成樹脂製品の製造・販売を⾏っております。LDPE(低密度ポリエチレン)、LLDPE(直連鎖低密度ポリエチレン)、HDPE(⾼密度ポリエチレン)を中⼼とした各種原料を製膜しフィルム化しています。

スピーディーな対応
⾃社で製造・印刷・製袋を⼀貫⽣産。クリーンな⾃社製袋⼯場で⾼品質加⼯を叶えながら、協⼒会社との連携で低価格・短納期を実現しています。
⾼い製品知識と提案⼒
お客様のご要望に合わせた最適なご提案。他社で断られた案件でも、⾼い製品知識をもつスタッフが丁寧にヒアリングし、形にします。
安全・安⼼への配慮
⽋点検出機設置で異物混⼊を回避。作業環境での整備(⼆重扉や陽圧)で、安全⾯・安⼼⾯に応えながら、供給責任を果たします。
⾼品質な製品
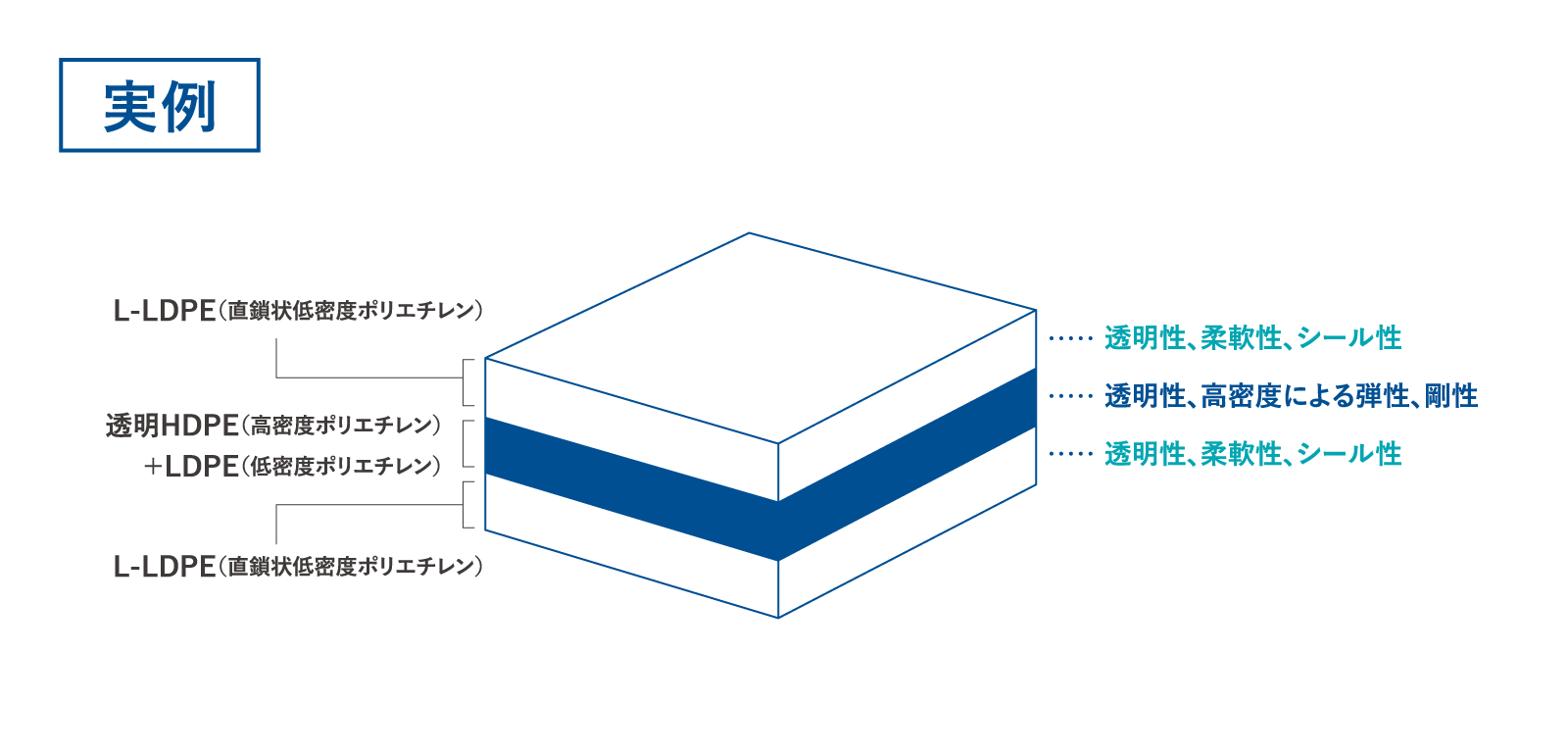
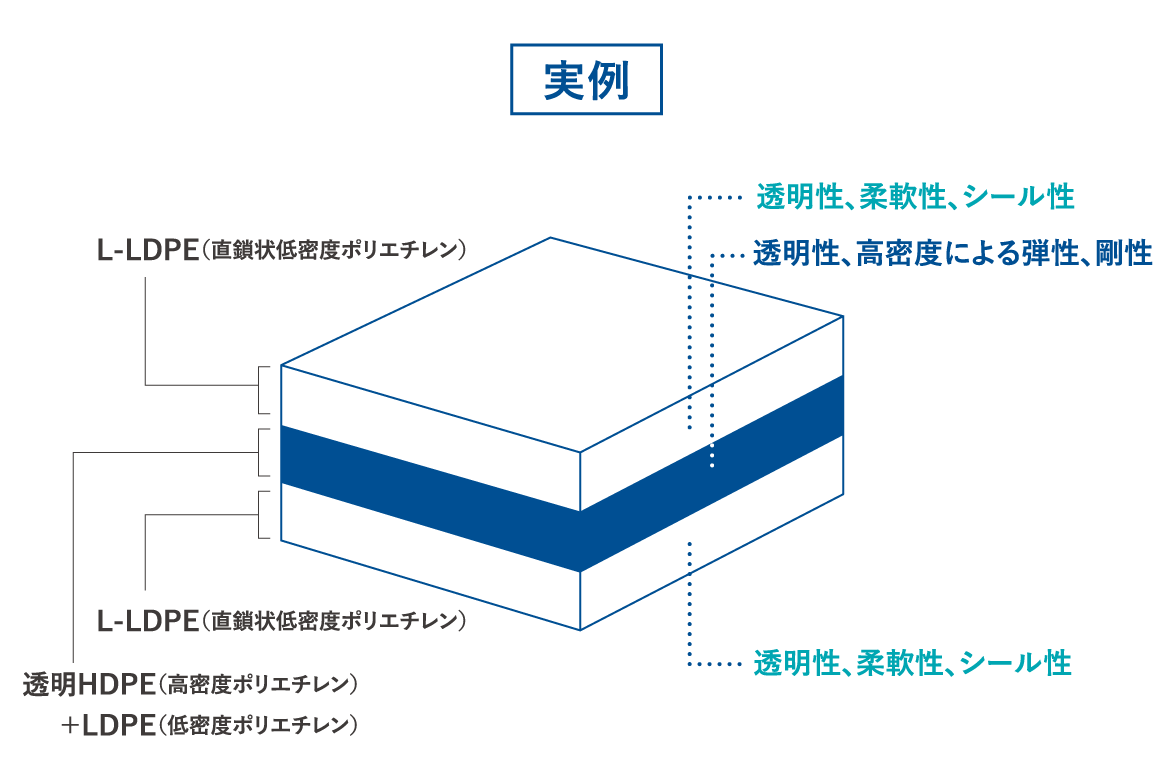
オレフィン系共押出多層構造のフィルムは、接着層がなく各層の樹脂設計が可能。多様な機能・特⾊を持つ単層では得られないフィルムです。
省資源と低価格化
多層技術と中間層の樹脂設計による多層博⾁化フィルムは、樹脂使⽤量の削減が可能。環境問題解決型製品で低炭素社会を⽬指し、低価格も実現します。





※写真はイメージです
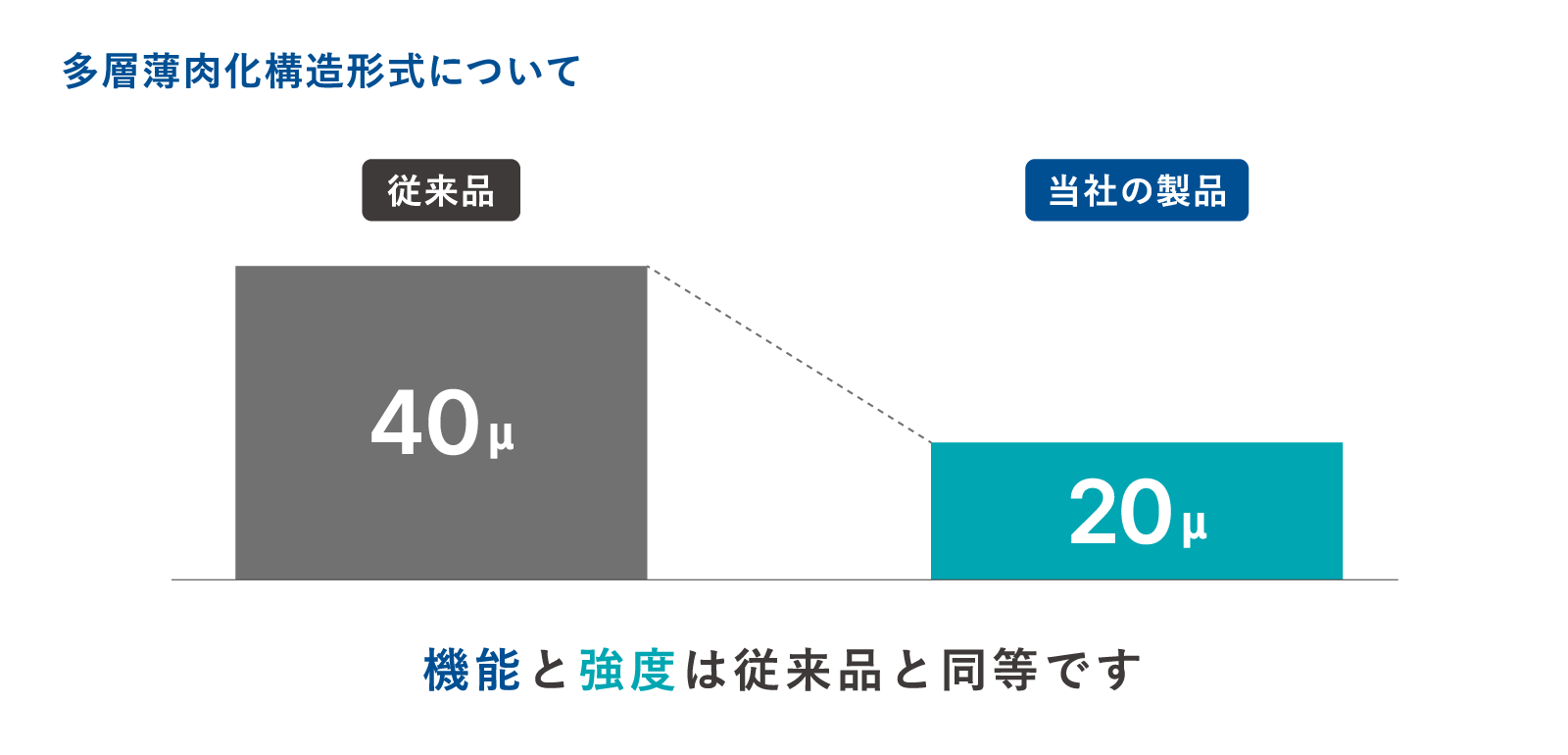
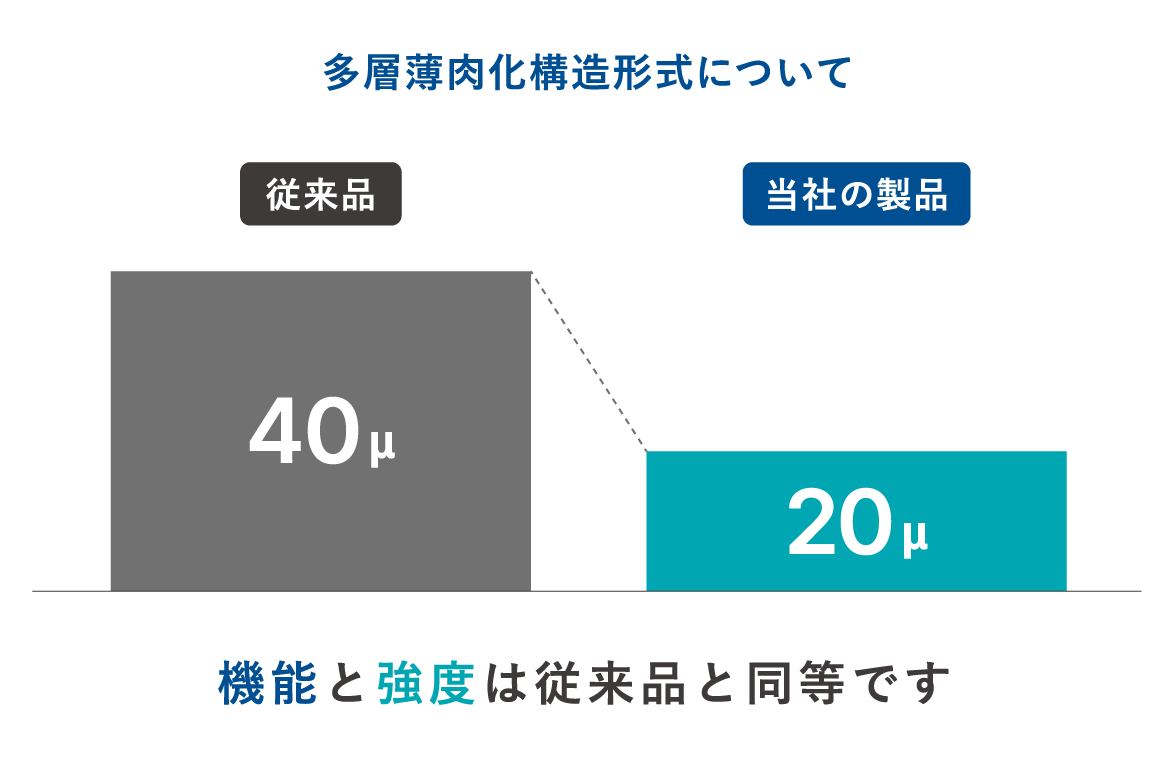
多層薄⾁製膜技術は、各層の物性を変化させることによって、単層フィルムでは実現できない機能を付加する技術です。また、中間層を密度の⾼い樹脂で構成することによって、従来品に⽐べて薄⾁化したフィルムの製造が可能で、環境にやさしい製品となります。
40μ厚の袋を使⽤いただいていた合成樹脂品製造のお得意様にて、20μの多層品をご提案。切り替え後、⼀定の強度を保ったまま、樹脂使⽤量50%減を実現いたしました。
※⼱により多層化が難しいサイズもあります。担当までお問い合わせください。
-
- STEP1
- 打ち合わせ
- ご希望のサイズ・厚み・⽤途をヒアリングします。
-
- STEP2
- 企画
- ヒアリングした内容をもとにお客様のご要望に沿った形で⽴案いたします。
-
- STEP3
- 提案・ご発注
- 提案内容に問題があれば修正を⾏い、提案に納得いただけましたら正式にFAXまたはメールにて発注書をいただき、製品を作成いたします。
-
- STEP4
- 試作品テスト
- 必要に応じてテストを⾏います。
-
- STEP5
- 製造
- 製造・印刷・製袋を一貫して対応いたします。
-
- STEP6
- 納品
- ご注⽂時に指定いただいた納品先に配送し、納品完了となります。
当社は、インフレーション法という⽅法で熱可塑性樹脂を溶融し、シリンダー内で加熱溶融した樹脂を⾦型の吐出⼝から押し出し、空気で冷やすことでフィルム化する製造⽅法を採⽤しています。